
P形管廠(chǎng)家概述防止異型鋼管形變的方式
1、異型鋼管在電焊焊接開(kāi)展安裝時(shí),事先將產(chǎn)品工件向電焊焊接形變反過(guò)來(lái)的方位開(kāi)展人為因素的形變。將產(chǎn)品工件事先反向斜置,電焊焊接后因?yàn)楸旧硎諗n,異型鋼管使產(chǎn)品工件修復(fù)到平正的樣子。針對(duì)很大剛度的產(chǎn)品工件,電焊焊接時(shí)可將預(yù)制構(gòu)件做成預(yù)訂尺寸和方位的反形變,
2、異型鋼管運(yùn)用安裝次序和電焊焊接順序程序電焊焊接形變
3、收攏量大的焊接理應(yīng)先焊,假如一個(gè)預(yù)制構(gòu)件不僅有對(duì)接焊縫,異型鋼管又有角接焊接,先要焊對(duì)接焊縫,后焊角焊縫。一般來(lái)說(shuō),對(duì)接焊縫比角焊縫的收攏量大
4、采用對(duì)稱(chēng)性的實(shí)焊次序,能合理的降低電焊焊接形變,
5、異型鋼管長(zhǎng)焊接電焊焊接時(shí),應(yīng)采用對(duì)稱(chēng)性焊,按段退焊,跳焊等電焊焊接次序
6、對(duì)非常復(fù)雜的構(gòu)造,可先分為好多個(gè)簡(jiǎn)易的構(gòu)件,各自裝焊。隨后再開(kāi)展裝配工藝電焊焊接。那樣可使這些不一樣的焊接后收攏大的焊接盡量隨意收攏,不影響到總體構(gòu)造。
7、針對(duì)對(duì)稱(chēng)性焊接,能夠另外對(duì)稱(chēng)性焊接,少則兩人工作,異型鋼管大中型構(gòu)造能夠多的人另外電焊焊接,使所焊的焊接互相牽制,讓構(gòu)造不造成總體形變。
上述就是為您介紹的有關(guān)P形管廠(chǎng)家概述防止異型鋼管形變的方式的內(nèi)容,對(duì)此您還有什么不了解的,歡迎前來(lái)咨詢(xún)我們網(wǎng)站,我們會(huì)有專(zhuān)業(yè)的人士為你講解。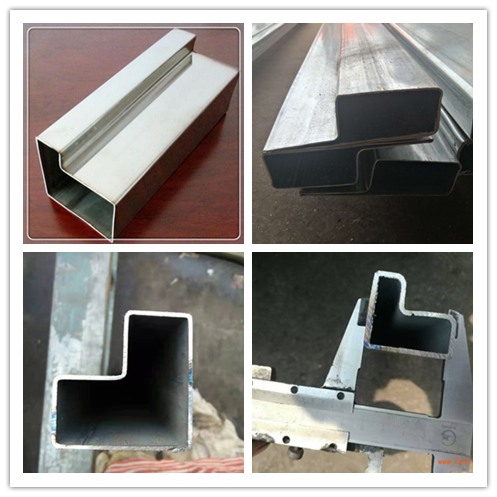
關(guān)鍵詞: 薄壁護(hù)欄管 凹形管 凹型管 橢圓管 錐形八角桿 鍍鋅橢圓管廠(chǎng)家
編輯推薦內(nèi)容:
【錐形八角桿】不銹鋼復(fù)合管欄桿加工過(guò)程是怎樣的
Copyright ?2021-2021 天津百豐鋼管有限公司 cfczc.com 技術(shù)支持八方資源網(wǎng)津ICP備2021000517號(hào)-1







